Шатун растачивают под запрессовку наружной обоймы от роликового подшипника 2505 со стальным сепаратором. Подобные подшипники устанавливаются на коленвалы мотоциклов семейства «Иж-Планета». Натяг для запрессовки выбирается небольшой - 0,02-0,05 мм.
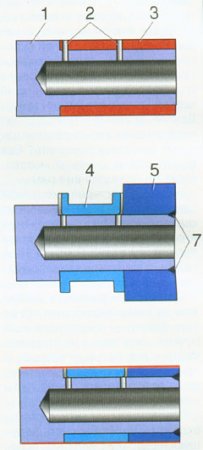
Модернизированная шатунная шейка:
1 - шейка;
2 - каналы для смазки;
3 - зона протачивания;
4 - обойма подшипника;
5 - запорная втулка;
6 - пазы для смазки;
7 — сварной шов.
Шатунная шейка коленвала модернизируется следующим образом. Стороной без отверстия внутри она зажимается в патроне токарного станка и протачивается под посадку внутренней обоймы все того же «планетовского» подшипника 2505. Протачивается так, чтобы обойма оказалась точно по центру длины пальца . Натяг достаточно сделать 0,01 мм. Дорабатывается и сама обойма: на ее торцевых поверхностях надфилем следует пропилить по канавке с каждой стороны - по ним пойдет смазка к роликам из полости шатунной шейки. Как правило, расстояние между отверстиями для смазки в шейке соответствует ширине обоймы 2505, и в этом случае достаточно пропилов. Если же получается нестыковка каналов и пропилов, отверстия в пальце и торцевые канавки связывают дополнительными канавками на внутренней окружности обоймы. Все это делается до запрессовки.
Затем вытачивают две запорные втулки с натягом около 0,05 мм и «нагорячую» запрессовывают на шейке вслед за обоймой подшипника. Для надежности фиксации и обеспечения общей жесткости отремонтированного коленвала торцевую линию сопряжения шейки с запорной втулкой проваривают на обратном токе электросваркой. Чтобы получить надежное сварочное соединение, запорные втулки изготовляют из низколегированных малоуглеродистых сортов стали. Далее наружную поверхность обоймы подшипника и запорной втулки обрабатывают шлифовкой до «родного» диаметра шейки.
Что остается? Установить ролики, сепаратор и в обратной последовательности собрать коленчатый вал на прессе. Но не спешите: делать это можно лишь после того, как восстановите зазор в роликоподшипнике - ведь после запрессовки в шатун наружная обойма уменьшилась в диаметре, а внутренняя, оказавшись на шатунной шейке,«распухла». Если пренебречь этим замечанием и попытаться собрать подшипник, вместо зазора запросто может получиться натяг! Вал «сгорит» в первые же часы работы. Есть два выхода этого не допустить. Первый: эльборовым резцом расточите обойму в шатуне. Второй: вместо новых в сепаратор заложить ролики от старого «планетовского» подшипника. Кстати, чтобы избежать задиров при прессовке вала, можно применить щелочь (электролит для щелочных АКБ, каустическую соду) вместо масла для сопрягаемых деталей.
При сборке каналы для смазки роликов нижней головки шатуна должны «смотреть» в сторону, обращенную от оси вращения вала. В противном случае эффект центробежной смазки ухудшится или его вообще не будет.
|
