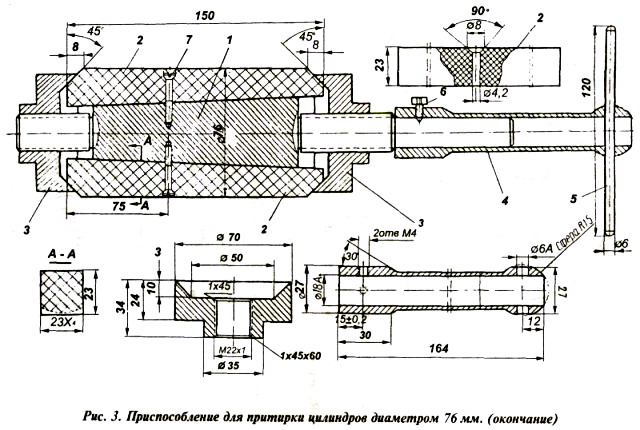
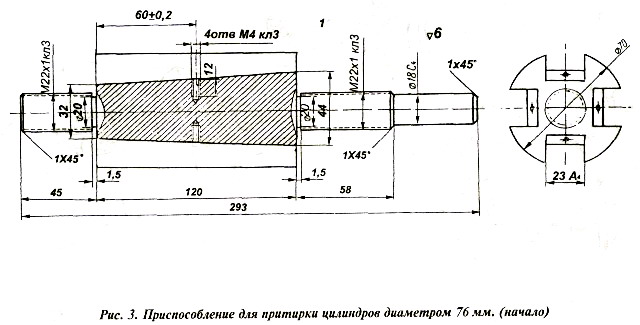
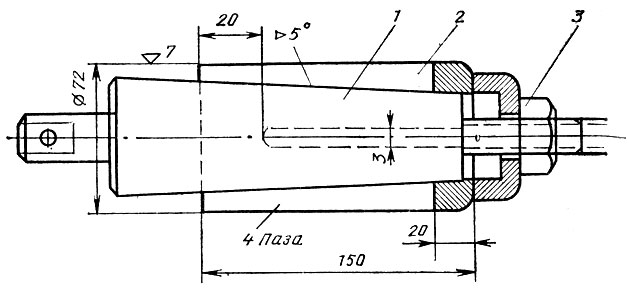
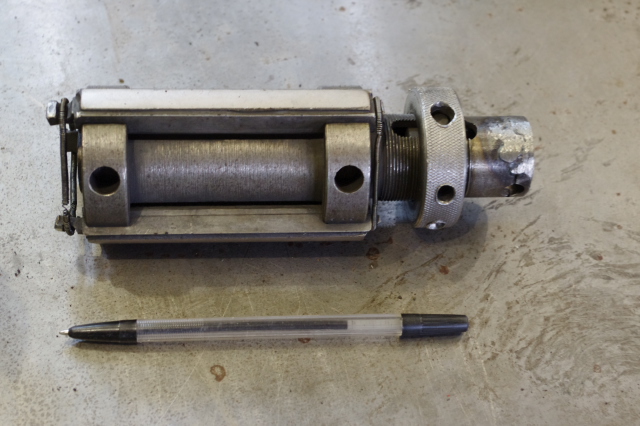
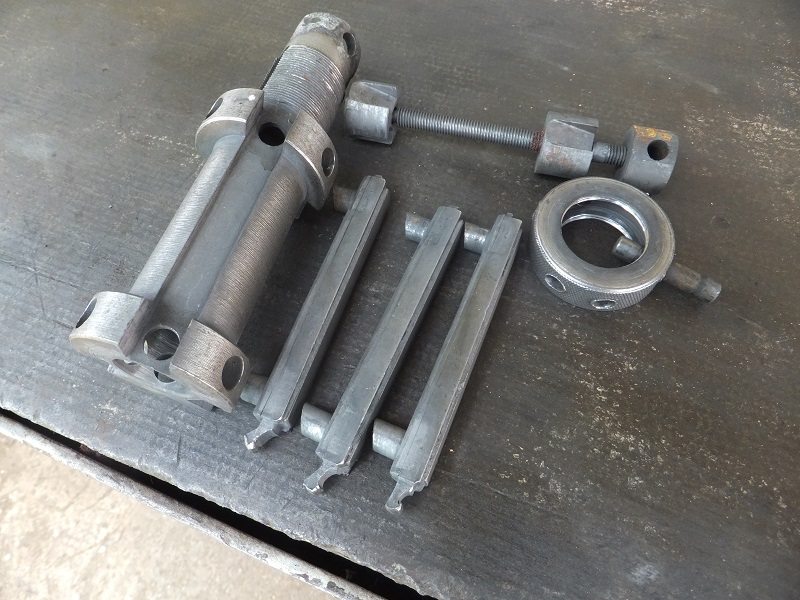
При ремонте цилиндра восстановить его первоначальную форму можно притиркой. Притир — это инструмент. Его несложно изготовить самостоятельно. Втулку делают из чугуна, остальные детали из стали. Втулка имеет один сквозной разрез или четыре несквозных. Это позволяет ей плотно прилегать к цилиндру. Зажатый в патроне сверлильного или токарного станка притир вводят в цилиндр и вращают не быстрее 50...80 об/мин. На поверхность притира наносится паста, состоящая из мелкого абразивного порошка в смеси с маслом. До последнего времени такой порошок получали по-разному. Толкли стекло в ступе, терли друг о друга абразивные бруски и т. п. Сейчас в продаже появилась специальная паста «КТ» из порошка карбида титана. Она выпускается наборами, в которые входит несколько тюбиков. В каждом тюбике — паста своей зернистости. Для наших целей пригодны пасты зернистостью 150...170, для окончательной обработки — 250...400.
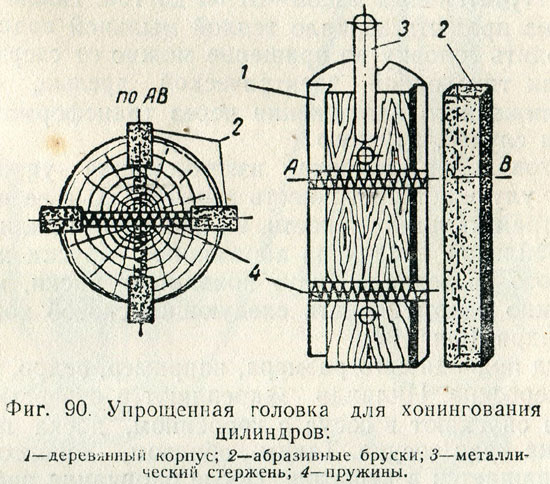
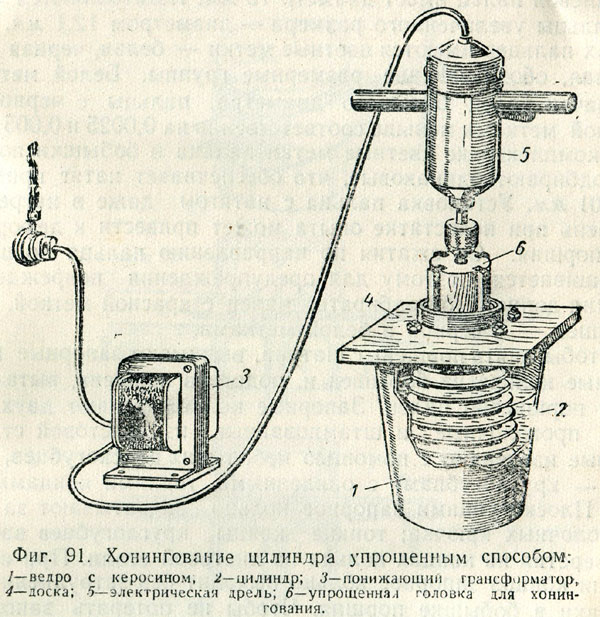
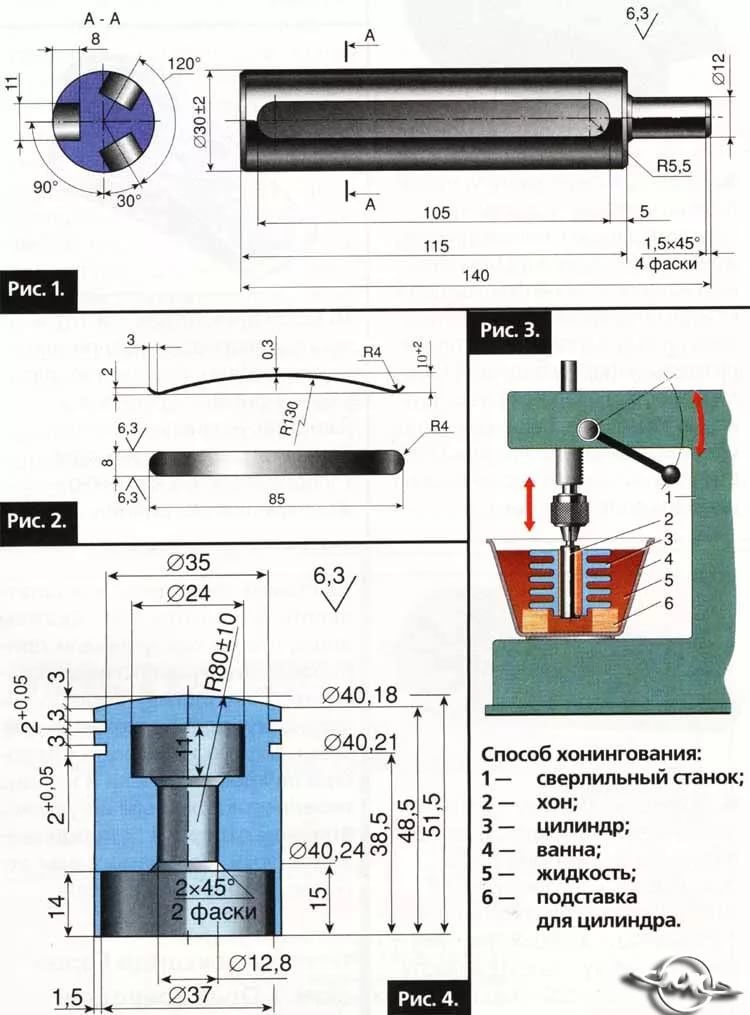
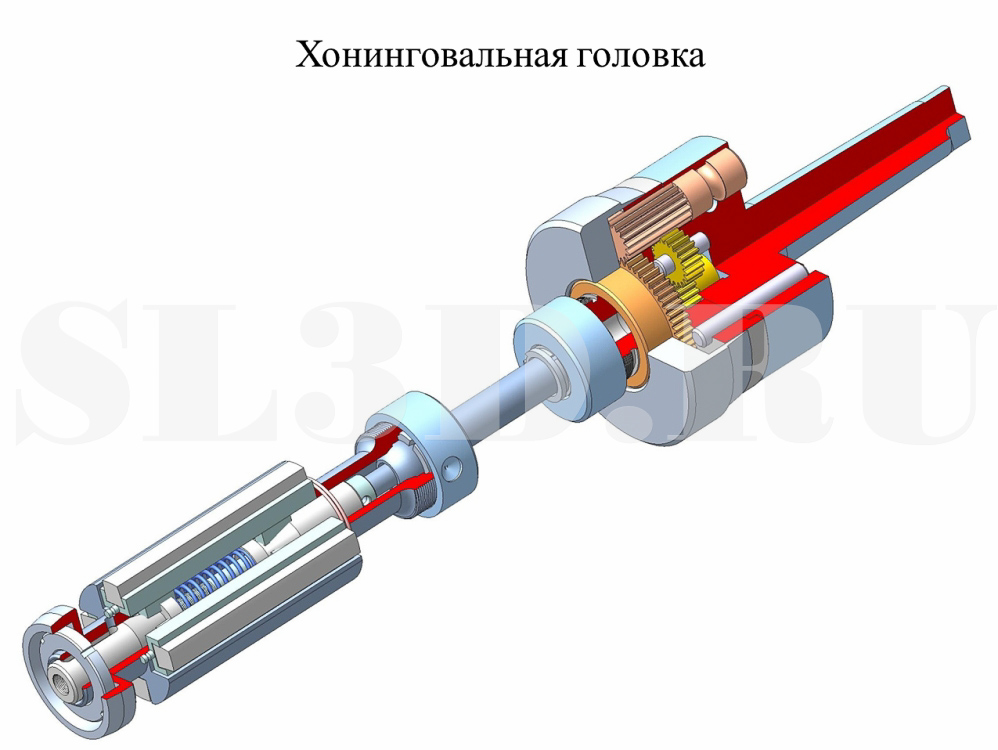
Для получения сетчатой и ровной поверхности цилиндра после его расточки на токарном станке применяют и другой способ: хонингование. Как операция притирки, так и эта получила название от инструмента — хона. Хон — деревянная болванка с центральным отверстием и четырьмя вертикальными пазами для абразивных брусков; бруски постоянно прижаты к зеркалу цилиндра пружинами. Для хона используют бруски той же зернистости, что и пасты для притирки. Хон должен вращаться с частотой 200... 220 об/мин при 60... 100 возвратно-поступательных ходах вверх-вниз за то же время. Обрабатываемую поверхность нужно обильно смачивать керосином. Как и во время притирки цилиндр нельзя жестко закреплять, его следует держать в руках и периодически переворачивать. Применяется предварительное хонингование для исправления погрешностей предыдущей обработки и чистовое )окончательное) хонингование для уменьшения шероховатостей.
Хонинговальные бруски изготавливают из электрокорунда или карбида кремния, как правило, на керамической и бакелитовой связке, зернистость 3-8 или М20, М28. Применяется также и алмазное хонингование, главное преимущество которого состоит в эффективном исправлении погрешностей геометрической формы обрабатываемых отверстий, а также уменьшении износа брусков в 150-200 раз по сравнению с износом обычных абразивных брусков.
Количество брусков в головке выбирают из условия, что их суммарная ширина должна составлять 0,2 -0,5 длины окружности отверстия. Рекомендуется четное число брусков в головке (8,6,4,2) с диаметральным расположением их по окружности. Крепление брусков производится клеями. Используется целлулоидный клей -25-30% целлулоида и 70-75% ацетона. Подача на глубину резания осуществляется за счет радиального раздвижения брусков механическим, гидравлическим или пневматическим устройством.
Процесс хонингования сопровождается охлаждением зоны резания. Используются керосин, смесь керосина и веретенного масла, водно-мыльные эмульсии. Скорость подачи жидкости 50-60 л/м для своевременного удаления пыли и стружки.
 
 
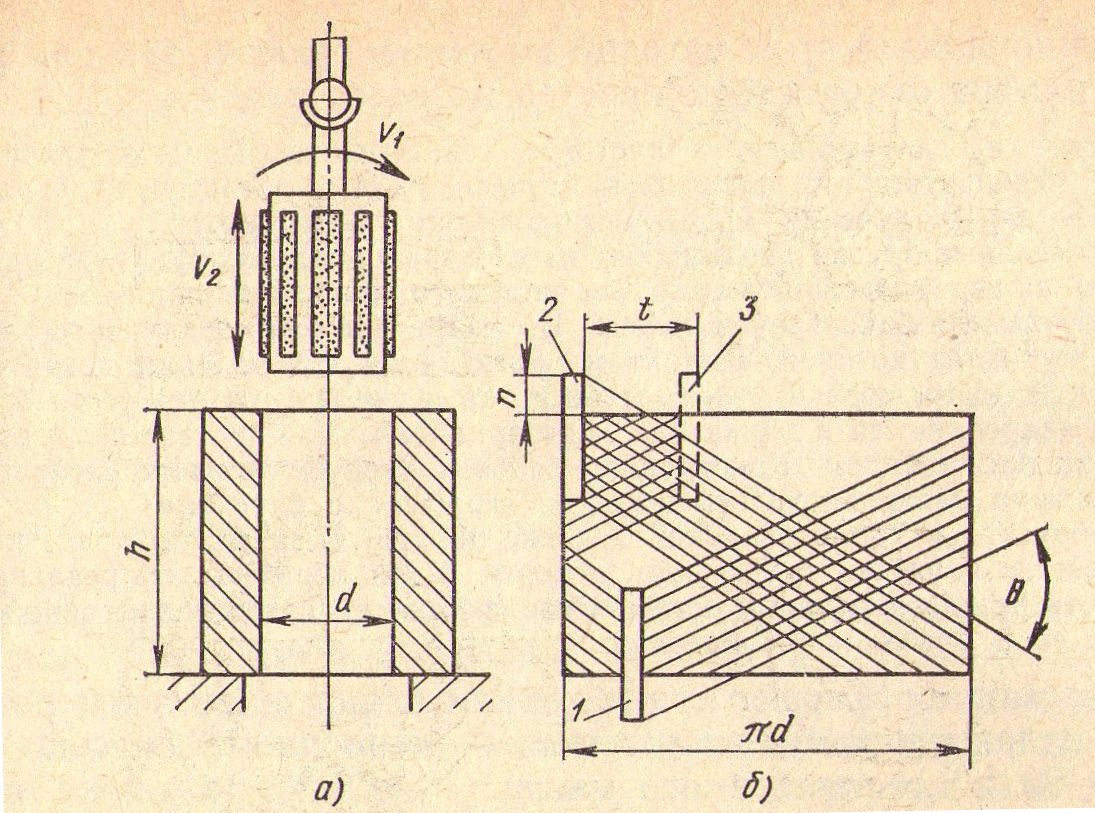
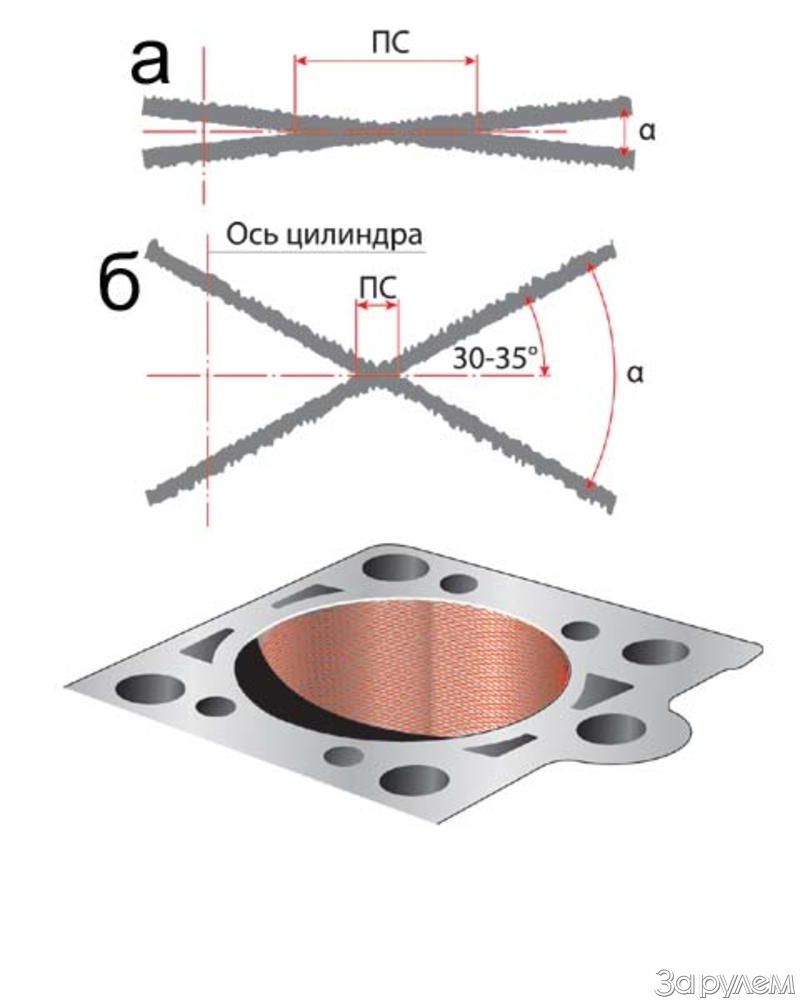
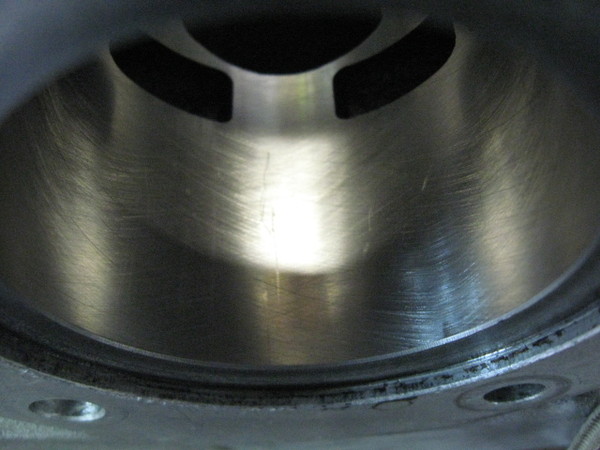
Для увеличения срока службы цилиндра делают мелкие каналы для масляной плёнки в виде сетки Х образной формы методом хонингования цилиндра.
Кольца поршня в цилиндре лучше притираются по всему периметру окружности без задиров и слизов.
Дело в том, что идеально расточить цилиндр невозможно, а притиром можно добиться доработки к идеальной поверхности формы цилиндра.
В любом случае надо, чтобы не угробить кольца поршня, доводить цилиндр притиром постоянной формы. Выточить из дерева сухого дуба притир, нарезать паз под наждачьку.
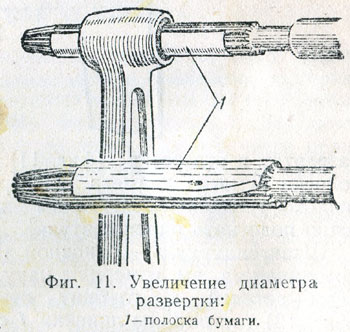
Притир должен не сильно плотно войти в цилиндр для восстановления формы цилиндра, чтобы не получилось конусности. По мере расточки удлинить наждачьку или подложить плотную бумагу под низ.
После притира, можно делать хонингование и доводку поверхности цилиндра к сетчатой и гладкой одновременно, хоновой головкой.
Дальше притирка колец поршня к цилиндру в работающем двигателе, методом резких скачков оборотов двигателя ручкой газа, в результате чего кольца поршня снимут стружку с поверхности сетки хона цилиндра, где есть неровности и микро шероховатости поверхности цилиндра, доводя до идеальных размеров контакта колец с цилиндром. Кольца поршня хромируют и контактная поверхность твёрдая, легко стирает хонингованный чугун цилиндра, превращая в зеркальную поверхность, буквально в первый же день обкатки двигателя. Хонингование делают для притирки колец к цилиндру для получения компрессии и мощности двигателя. Цилиндр шлифуется хромированным слоем колец поршня до зеркальной поверхности, плюс остаются микронные бороздки для удержания масла на стенках цилиндра. Снять стружку при притирании колец с зеркальной поверхности цилиндра чревато последствиями сухого трения и залипания хрома в чугунном цилиндре. Кольцо теряет твёрдый слой пористого хрома и стирается в разы быстрее с потерей компрессии в цилиндре. Поршень отдаёт тепло цилиндру через кольца и масляную плёнку между ними.
На зеркальной отшлифованной поверхности цилиндра моторное масло снимается практически полностью, остатки будут расходоваться на угар, а забора нового масла происходить не будет. В подобном случае можно говорить о частичном или полностью сухом трении, в результате чего возникает ускоренный износ колец и стенок цилиндра.
 
 
 
 
|
